Клапан VRG 3

информация дана по состоянию на 05.04.2024 г.
Клапан VRG 3 относится к функциональному типу:
распределительно - смесительная арматура
информация о нормативно-технических документах:
Все изделия имеют технические паспорта, разрешения Госгортехнадзора на применение, свидетельства об изготовлении, руководства по эксплуатации и сертификаты соответствия. Чертеж изделия, масса, габаритно-присоединительные размеры высылаются по заявке.
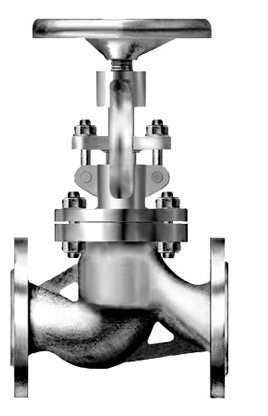
Положительным качеством клапана является сравнительно небольшой ход затвора, необходимый для полного открытия запорного органа. Поэтому клапан имеет значительно меньшую строительную высоту, чем задвижки того же диаметра прохода, но строительная длина клапана (расстояние между наружными торцами присоединительных фланцев) больше, чем у задвижек, причем, с увеличением диаметра прохода эта разница увеличивается.
Гидравлические испытания деталей трубопроводов производятся после термообработки и неразрушающих способов контроля сварных швов (радиографический метод, метод ультразвуковой дефектоскопии) и после исправления всех обнаруженных дефектов.
Вместе с этим изделием чаще всего просматривают:
Оборудование со схожими техническими параметрами:
© 2006-2024 Группа Компаний «ПРОМНЕФТЕГАЗ» г.Москва