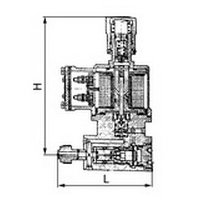
Клапан электромагнитный распределительный пневматический трехходовой

информация дана по состоянию на 29.05.2026 г.
| Наименование | Диаметр DN | Давление PN, МПа | Присоединение | Управление | Исполнение | Рабочая среда и температура, °С | Материал корпуса | Цена с НДС | Наличие на складе |
|---|---|---|---|---|---|---|---|---|---|
| Клапан электромагнитный 23нж808р распределительный пневматический трехходовой | 6 | 5,5 | штуцерное | под привод в комплекте с приводом | У | газообразные среды от 5 до 65 | жаропрочная сталь 08Х18Н10Т | по заявке | 6 шт. |
| Клапан электромагнитный 23нж810п распределительный пневматический трехходовой | 6 | 7,0 | штуцерное | под привод в комплекте с приводом | У | газообразные среды от 5 до 65 | жаропрочная сталь 08Х18Н10Т | по заявке | 2 шт. |
| Клапан электромагнитный Т 055.048 распределительный пневматический трехходовой | 6 | 7,0 | штуцерное | под привод в комплекте с приводом | У | газообразные среды от 5 до 65 | жаропрочная сталь 08Х18Н10Т | по заявке | 2 шт. |
| Клапан электромагнитный Т 055.063 распределительный пневматический трехходовой | 6 | 5,5 | штуцерное | под привод в комплекте с приводом | У | газообразные среды от 5 до 65 | жаропрочная сталь 08Х18Н10Т | по заявке | 6 шт. |
Клапан электромагнитный распределительный пневматический трехходовой относится к функциональному типу:
распределительно - смесительная арматура
информация о нормативно-технических документах:
Все изделия имеют технические паспорта, разрешения Госгортехнадзора на применение, свидетельства об изготовлении, руководства по эксплуатации и сертификаты соответствия. Чертеж изделия, масса, габаритно-присоединительные размеры высылаются по заявке.
Использование электромагнитных распределительных клапанов: для управления пневмоприводами и гидроприводами, когда отработавший воздух выпускается непосредственно в атмосферу или в приемную емкость, для отбора проб воздуха из нескольких камер. Принцип работы: в цилиндр подается давление управляющей среды, фиксирование давления осуществляется тремя способами: электромагнитным приводом без защелки, защелкой, которая фиксирует в заданном положении золотник и использованием конструкций со встроенным обратным клапаном.
Гидравлические испытания деталей трубопроводов производятся после термообработки и неразрушающих способов контроля сварных швов (радиографический метод, метод ультразвуковой дефектоскопии) и после исправления всех обнаруженных дефектов.
Изделия, при покупке которых не действуют скидки:
Оборудование со схожими техническими параметрами:
© 2006-2024 Группа Компаний «ПРОМНЕФТЕГАЗ» г.Москва